
SMT貼片加工中使用焊膏知識點
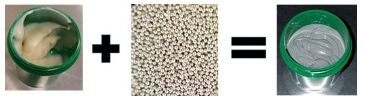
焊膏助焊劑是一種凝膠狀化合物,主要與焊粉結合使用以形成焊膏,通常以50/50的比例混合。混合后,糊狀物為灰色膩子狀材料。
焊膏助焊劑具有三個目的:
去除要焊接表面上的任何氧化金屬
密封空氣,防止進一步氧化
通過促進合并來改善液體焊料的潤濕特性。
化學性質
焊膏助焊劑的化學成分非常復雜。它可以包括:
溶劑–液體使用惰性介質混合諸如水之類的活性成分
松香/樹脂-耐高溫的非揮發性化學品,最常見的乙二醇形式
表面活性劑–一種用于降低助焊劑與所涂表面的接觸角的洗滌劑,可實現更大的覆蓋率
活化劑–破壞或溶解金屬氧化物的化學物質,通常是各種腐蝕性的酸
流變改性劑–允許液體顯示非牛頓特性的多種化合物中的任何一種;即隨著壓力的變化而改變粘度
助焊劑在室溫下幾乎是惰性的,但是當其溫度升高時會大大降低。這防止了在其上所應用的基礎材料和填充材料上形成金屬氧化物。它還可以防止所施加的焊料起珠,從而易于流動和施加。
焊膏的助焊劑在物理形式和活性水平上均不同于液體助焊劑。錫膏助焊劑通常包含60-80%重量比的活性成分,而液體助焊劑則為2-25%。
按重量計,混合焊膏通常由90%的金屬組成。然而,焊劑的非金屬成分由于其較低的密度而導致其幾乎占糊劑體積的一半。
標準和定義
存在許多定義各種通量類型的標準。主要標準是J-STD-004,它根據成分,活性(強度),鹵化物活化劑的存在與否以及從電遷移的角度和表面絕緣電阻(SIR)的可靠性對助焊劑進行分類。在升高的溫度和濕度下,施加直流偏置后一周,電遷移和表面絕緣電阻的J-STD-004標準> 100MΩ。
焊膏助焊劑分為三種:
水溶性
助焊劑由乙二醇基和有機(碳基)材料組成。

松香基
助焊劑源自松樹提取物。

免清洗
助焊劑由樹脂和各種含量的固體殘留物制成。
使用
盡管焊膏助焊劑的主要用途是產生焊膏,但它也以凝膠或粘性助焊劑的形式直接出售。
焊膏助焊劑也可以用作臨時粘合劑。它具有粘性,可將組件保持在一起,直到焊接過程中的熱量使焊料融化并將零件熔合在一起為止。
混合后,錫膏最常用于模板印刷過程中。漿料以最終產品印刷電路板所需的圖案散布在模板上。
焊膏助焊劑成分必須具有足夠的粘性,以在通過生產線處理夾具時固定這些成分。
一旦印刷,電路板形成過程之后就是預熱和回流(熔化)。
對于助焊劑,溫度和溫度變化率是回流過程的關鍵。緩慢升高溫度是必要的,以防止焊球形成,但必須足夠大以激活助焊劑,然后融化焊料本身,并迅速重新冷卻至足以保持所需的形狀。
應用
錫膏助焊劑凝膠可在需要的地方刷涂,與液體助焊劑不同,不會流離應用區域。
這意味著,當直接用作助焊劑時,可以使用少量的焊錫膏助焊劑代替相對大量的液體助焊劑。助焊劑凝膠的常見用途包括BGA重焊和焊點的返修/修理。
在將焊膏助焊劑和焊粉混合以應用于電路組件時,需要注意以下重要事項:
混合后,不同類型的助焊劑(尤其是水基助焊劑)會逐漸蒸發,最終硬化到無法使用的程度。預混合的焊膏具有制造商提供的及時測量。自混合糊劑的工作壽命可以估算,但出于安全考慮應低估。
黏度
作為液體,焊膏不能完全不受流動的影響。助焊劑/粉末混合物的厚度有助于確定其在固化過程中抵抗這種保持形狀的趨勢的程度。但是,有時優選較低的粘度。
當使用吸水扒將焊錫膏涂在模板上時,施加的力會破壞粘度,使錫膏變薄并使錫膏更容易流過模板孔。同樣,預混合的糊狀物具有制造商提供的測量值,而定制混合物通常需要自檢。
工作壽命和粘度都可以通過觸變指數來表示,這是混合錫膏在靜止狀態下與施加狀態之間的粘度測量值。
根據焊膏助焊劑和焊粉的比例和成分,可能需要頻繁攪拌,以確保適當的粘度和使用壽命。
粘貼量也是一個關鍵考慮因素。太少會導致接頭強度不足或電連接導電性差。太多可能會導致電路板上的意外短路。
儲存與清理
錫膏助焊劑需要適當存儲以保持可用性。必須使用密封容器以防止蒸發。儲存在低溫區域會降低氧化速率,從而降低助焊劑的降解速率,但請注意不要將其引入冷凍溫度,因為冷凍溫度會導致化學物質分離。
小銘打樣SMT貼片:像電子產品中使用的所有助焊劑一樣,殘留的殘留物可能對電路有害,并且存在用于測量殘留的安全性的標準。
