一站式電子產業柔性“智”造服務平臺 |
400-181-2881

小銘的回流爐曲線如何設置的?
來源: 時間:2022/01/14
SMT回流爐溫度曲線的設置較多要素,包含但不限于PCBA材質、元器件的種類和耐溫性、PCBA板面上元器件的分布及密集度、配套使用的錫膏成分及溫控參數要求等綜合判定設置。
對于小銘,已經全面使用的無鉛制程,無回流爐溫度曲線的設定基準如下:
?預熱區:溫度由室溫~1500C,升溫斜率控制在20C/sec,時間控制在60~150sec;
?均溫區:溫度由150~2000C,緩慢穩定升溫,升溫斜率控制在小于10C/sec,時間控制在60~120sec;
?回流區:溫度由217°c~最大的2600C,升溫斜率控制在20C/sec,時間控制在60~90sec:
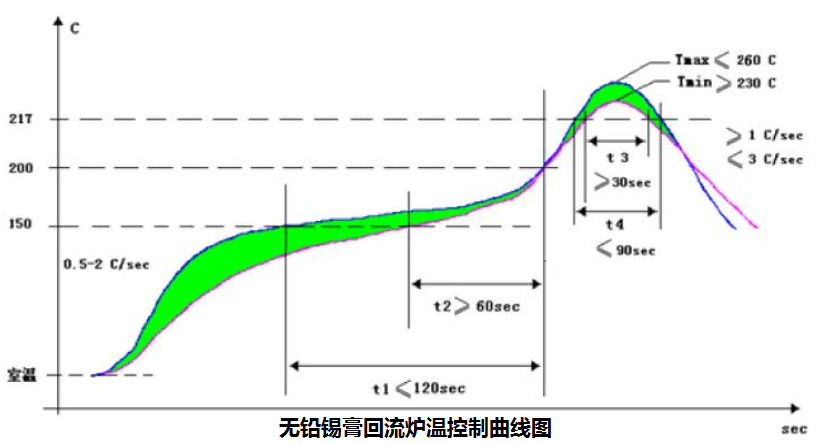
注:峰值溫度低或回流時間短會使焊接不充分,不能形成一定厚度的金屬合金層,嚴重時會造成錫膏熔融不透;峰值溫度過高或回流時間過長,使金屬間合金層過厚也會以影響焊點強度,甚至對元器件和PCB的性能降低乃至損壞。若有BGA時,在最高的240~2600C以內保持40~60sec,確保溫度有效熔融焊接。
冷卻區:溫度由最大~1800C,降溫斜率最大不得超過40C/sec

