
SMT故障排除(SMT / SMD問題和解決方案)
與其他SMD焊接和PCB組裝技術一樣,SMT(表面貼裝技術)不是零缺陷焊接工藝。 在Thru-Hole和SMT中的任何電子印刷電路板組件中總會有一些或其他缺陷。
深圳市銘華航電SMT貼片加工廠:在這里我將討論一些最常見的SMT缺陷的故障和原因以及可能的解決方案和故障排除。
SMT中的常見故障:
-
焊球
-
焊料串珠
-
橋接
-
開放不足
-
墓碑
-
未熔化的糊狀物
-
過多的菲力
-
暴跌
-
去濕
-
打擾關節
-
橙皮
焊球 - 可能的原因:
-
焊膏涂抹在鋼網底面。
-
什么是刮刀壓力?
-
模板底面是否用溶劑清潔,清潔后溶劑仍然存在?
-
模板是否與PCB對齊?
解決焊球問題的方法:
-
檢查刮刀壓力
焊球=許多微小的焊球沿焊劑殘渣的外邊緣被捕獲
-
檢查適當的墊圈和對齊
-
打印前檢查清潔溶劑是否完全蒸發
氧化膏 - 可能的原因
-
被冷藏粘貼?
-
粘貼花了很長時間在炎熱的地方?
-
舊粘貼回到罐子?
焊球=許多微小的焊球沿焊劑殘渣的外邊緣被捕獲
-
開罐后是否將罐子放回冷藏?
-
合金是否對氧化敏感?
氧化錫膏問題的解決方案:
-
在相同的條件下運行不同批次的新鮮漿料,查看錫條是否消失。
氧化膏 - 可能的原因
-
刮刀壓力太高
-
錫膏會在模板和電路板之間被擠出
解決方案 :降低刮刀壓力
可能的原因:
-
打印后從糊中烘干
-
什么是粘貼時間?
解決方案 :用新鮮的糊狀物運行PCB ,看看問題是否消失
可能的原因:
-
回流溫度曲線過緩
解決方案 :運行建議的配置文件并查看問題是否存在
可能的原因:
-
流量曲線過快增加
解決方案 :運行緩慢的緩升曲線,讓揮發性物質蒸發
焊釘 - 可能的原因:
-
回流曲線緩慢上升
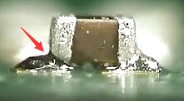
焊料串珠:位于組件旁邊的焊球
-
毛細管作用將不流動的糊劑從焊盤吸走到組件下的某個位置,它在那里回流并形成從組件側下方出來的焊料珠。
解決方案 :運行1.5攝氏度至2.5攝氏度/秒的更快速增加曲線。
可能的原因:
-
元件焊盤上焊膏過多
-
什么是模板厚度?
-
光圈是否減小?
-
點點時間?
解:
-
減少模板的孔徑或使用更薄的模板
-
使用較小的針頭和/或減少分配器上的清洗時間
可能的原因:粘貼在模板下面
-
什么是刮刀壓力?
-
模板底面是否用溶劑清潔,清潔后溶劑仍然存在?
-
模板是否與PCB正確對齊?
解:
-
檢查刮刀壓力
-
檢查適當的墊圈和對齊
-
打印前檢查清潔溶劑是否完全蒸發
BRIDGING - 可能的原因:
-
冷坍塌
橋接=焊料從一個元件觸點流向另一個元件導致短路
-
打印后漿料流動分離,沉積高度減少,表面增加。
解:
-
檢查糊劑的粘度,粘度太低可能導致冷坍塌
-
檢查打印速度,打印速度太快可能會導致漿糊剪切并降低其厚度
-
檢查打印機中的溫度,溫度太高會降低粘度
橋接=焊料從一個元件觸點流向另一個元件導致短路
可能的原因:
-
熱坍塌
-
在提升部分回流曲線期間,漿料會分散流動
解決方案 :縮短回流曲線中的加速周期的持續時間
可能的原因:
-
粘貼在模板底面涂抹
-
錫膏可以在焊盤區外,并在兩個組件引線之間形成焊球,形成橋接
解決方案 - 減少刮刀并檢查印刷電路板模板對齊和墊圈
可能的原因:
-
過多的焊膏沉積在焊盤上
-
在將部件放置在焊盤上時,焊膏被弄臟并可能形成通向相鄰焊盤的橋
補救措施 :
-
減少焊膏量
-
提高打印速度可能
-
減少模板厚度
開放不足
可能的原因:
打開并且不足=沒有足夠的焊料或沒有焊料使引線和焊盤之間形成完整的連接
-
在印刷過程中舀水
-
聚丙烯刮刀上的刮刀壓力過大可能會導致刮蹭
補救措施:降低刮刀壓力或使用較硬的刮刀或使用金屬刮刀
可能的原因 :用干燥的糊劑堵塞模板孔
補救措施 :解開光圈并清潔模板
可能的原因:
打開并且不足=沒有足夠的焊料或沒有焊料使引線和焊盤之間形成完整的連接
-
焊盤上的異物
-
阻焊印在墊上嗎?
補救措施:使用另一塊PCB
可能的原因:
-
刮刀速度太高
-
粘貼不能進入孔
補救措施 :降低刮刀速度
可能的原因 :焊膏粘度和/或金屬含量過低
補救措施 :檢查粘度和金屬含量
立碑
墓碑=元件末端的不平衡力引起回流后,芯片型元件在一端豎起
可能的原因 :在回流之前焊盤上的組件不均勻放置會導致不平衡的焊接力。
補救措施 :檢查放置設備放置是否正確。
可能的原因 :不均勻的散熱片,即PCB層內的接地層可能會從焊盤吸走熱量。
補救措施 :增加保溫時間(平臺)或回流曲線,以便所有組件都開啟。
粘貼的粘貼
可能的原因 :
-
以冷回流曲線
-
焊膏不能完全熔化
未熔化的糊狀物=糊狀物顯示回流后的粉末特征,接合處無光澤。 可能只在某些組件上
補救措施 :檢查回流溫度曲線,確保液體(183℃)以上的峰值溫度和時間足夠高并且浸泡(平臺期)足夠長。
未熔化的糊狀物=糊狀物顯示回流后的粉末特征,接合處無光澤。 可能只在某些組件上
過多的圓角
可能的原因 :焊盤上沉積的焊膏過多
補救:
-
如果所有組件上出現過量焊料,則會降低總體模板厚度或減少分配器吹掃時間
-
如果在某些地方出現過量焊料,只能減少鋼網厚度或僅為這些組件分配吹掃時間
過多的圓角=接頭的球根狀外觀,其中引線的輪廓被它們上的焊料數量所掩蓋
暴跌
冷坍塌
可能的原因 :糊劑粘度低或金屬含量降低
坍落度=印刷后沉積物變形或沉積物沉積高度將減小,同時表面膨脹
補救措施 :使用粘度更高或金屬含量更高的不同類型的糊劑
可能的原因 :錫膏接觸到清潔溶劑或其他外來物品
補救:
-
清潔屏幕后請確保沒有溶劑存在
-
切勿嘗試通過添加一些化合物來恢復粘貼
可能的原因:
坍落度=印刷后沉積物變形或沉積物沉積高度將減小,同時表面膨脹
-
刮刀壓力過高
-
由于施加過大的壓力,漿料會剪切,漿料中的增稠劑被破壞
補救措施 :使用新的糊劑并減少刮刀壓力
可能的原因 :打印或點膠時,糊劑溫度過高
補救:
-
檢查打印機內的溫度
-
降低刮刀的壓力
-
分配時減少注射器上的壓力
熱坍塌
可能的原因 :回流曲線中的加速過慢
補救措施 :提高升溫溫度,確保升溫速度在2攝氏度至3攝氏度之間
去濕
去濕=熔化的焊料粘附在表面上
可能的原因:
-
防止焊料附著在表面上的不需要的材料,例如阻焊層,指紋或氧化物。
補救:
-
先清理板子
-
使用不同批次的電路板
可能的原因:
去濕=熔化的焊料粘附在表面上
-
HAL過程中的不良合金,即過多的Cu提高了HAL合金的熔點
補救:
-
提高回流峰值溫度
-
使用不同批次的電路板
不安的關節
可能的原因 :在回流曲線的液體狀態期間通過PCB傳輸的振動源
補救:
-
查找并修復振動源
-
調整回流
受干擾的接頭=通常明亮且有光澤的合金中的焊料粗糙,粗糙的外觀
橙色皮膚
可能的原因:
